Importance of Electrostatic Charge in Powder Coating
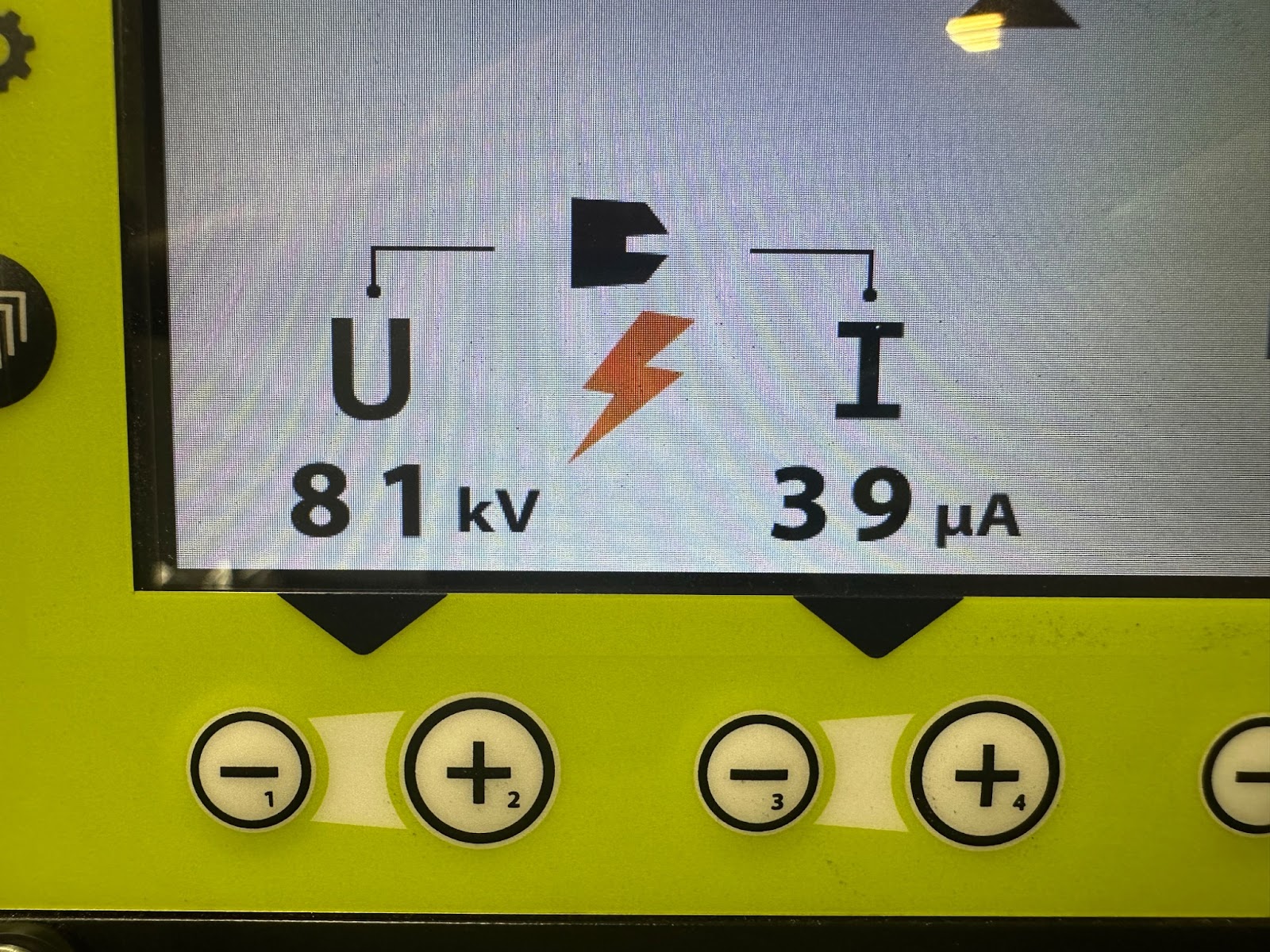
The electrostatic charge is a core component of the powder coating process. It is used to transfer the powder coating to a grounded part to hold the powder in place for the curing process. The electrostatic charge is typically applied using a spray gun that can adjust the electrical voltage (measured in kilovolts, or KV) and in some systems the current (measured in microamps, or µA) as well. This charge (known as a corona field) is how the powder particles adhere to the object, creating a consistent and even coating. Proper adjustment of these settings ensures optimal powder adhesion, coverage, and thickness, contributing to the overall durability and appearance of the finished product.
How KV Affects the Electrostatic Attraction of Powder to the Substrate
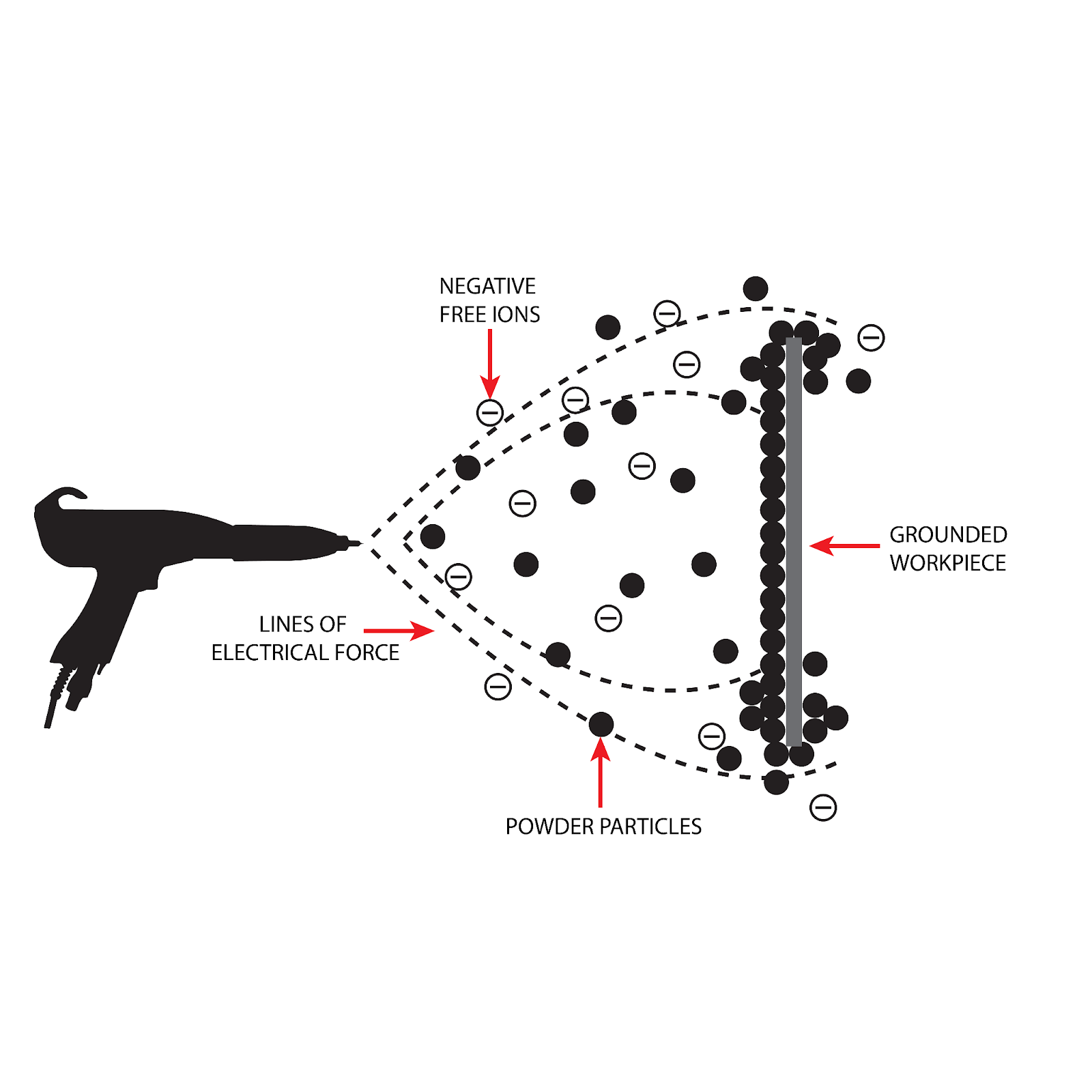
When the powder particles are charged (most systems use a negative charge), they are attracted to the grounded substrate. The strength of this electrostatic charge, measured in KV, plays a significant role in how effectively the powder particles are attracted to and adhere to the surface.
Higher KV settings increase the electrostatic force, which can improve powder attraction. However, if the KV setting is too high, it can lead to issues like back-ionization.
Influence on Powder Coverage and Uniformity
The KV setting also impacts the evenness of powder coverage. Proper KV settings ensure that the powder particles are uniformly distributed across the substrate, resulting in a consistent coating thickness and finish. Insufficient KV can lead to uneven coverage and low adhesion, while excessive KV can cause powder particles to repel each other or become too attracted to high spots, leading to issues such as powder build-up and uneven coating.
Common KV Settings for Different Types of Powder Coating Applications
- Low KV Settings (10-40 KV): This range is normally used when applying secondary coats or tackling Faraday Cage areas. Powders that are typically used in this category are clear coats and candies (translucents).
- Medium KV Settings (40-70 KV): These settings are usually used to apply first-stage metallic coatings and light Faraday Cage areas. It can also be used for working with more difficult substrates.
- High KV Settings (60-100 KV): The higher KV settings can be used to apply most powder coatings. These settings are typically used to apply the first-stage standard colors, as well as textures, primers, and epoxy coatings. It is best practice to start in between 70-80 KV and adjust your gun accordingly to the substrate and powder that is being used.
Definition of Microamps (µA)
Microamps (µA) is a unit of measurement for electric current, where 1 microamp equals one-millionth of an ampere. In the context of powder coating, µA measures the current flowing through the powder coating gun as the powder particles are charged and applied to the substrate.
The microamps setting controls the amount of electrical current used to charge the powder particles, which impacts the amount of powder being adhered during the coating process. This measurement is important for ensuring the right amount of powder is deposited onto the substrate.
How µA Affects the Powder Coating Process
The current level determines how effectively the particles gain the necessary charge to adhere to the substrate. Adequate µA settings ensure that the powder particles are charged sufficiently to achieve uniform coverage and proper adhesion.
Common µA Settings for Different Types of Powder Coating Applications
- Low µA Settings: Suitable for applications where precise control is needed for Faraday or complex shapes. Low µA settings help minimize the risk of excessive powder buildup and provide a controlled deposition of powder, ensuring accurate coating on small or intricate items.
- Medium µA Settings: Used for general powder coating tasks on standard substrates. This range offers a balance between deposition rate and control, making it suitable for a wide variety of coating applications.
- High µA Settings: Ideal for applications requiring thicker coatings or higher powder flow rates. High µA settings are beneficial for achieving substantial coverage and build-up, particularly on larger, flatter surfaces such as signs.How Kilovolts and Microamps Work Together
Explanation of How KV and µA Interact to Achieve Optimal Powder Coating Results
Kilovolts (KV) and microamps (µA) play complementary roles in the powder coating process, both influencing the quality and effectiveness of the coating.
- KV (Kilovolts): Primarily affects the electrostatic adhesion rate between the powder particles and the substrate. Higher KV settings increase the charge on the powder particles, improving their ability to adhere to the surface. This can lead to more uniform coverage and quicker adherence during spray out.
- µA (Microamps): Controls the amount of current flowing to the powder particles, impacting how efficiently they are charged and how much powder is deposited. The µA setting influences the deposition rate and the thickness of the coating. Proper adjustment of µA ensures that the correct amount of powder is applied, reducing the likelihood of excessive powder buildup and ensuring an even coating.
The interaction between KV and µA is crucial for achieving optimal powder coating results. For example, if KV is set too high without proper µA adjustment, it may lead to excessive powder buildup, while a low KV setting can result in inadequate powder adhesion. Conversely, if µA is not balanced with the KV setting, the powder may not be effectively charged, leading to poor coverage and inconsistent results.
Common Problems Related to Incorrect KV and µA Settings
When the electrical settings are not set correctly, they can lead into issues with coating such as:
- Inconsistent Coverage
- Excessive Powder Build-Up
- Poor Adhesion
These issues can be remedied by making the proper adjustments to the spray gun settings. A good rule of thumb is to consider the KV based on the stage of the process and the µA based on the complexity of the part. As each layer of powder is cured to the substrate, the substrate becomes increasingly insulated, requiring a reduction in KV to prevent overcharging, as the additional layers of cured powder further reduce the substrate's conductivity. Additionally, substrates with more complex Faraday Cage areas and/or smaller parts require less µA. Conversely, flatter and wider substrates require more µA to achieve a uniform coating.
Solutions and Troubleshooting Tips for Addressing Issues
- Adjust KV Settings: If you're experiencing inconsistent coverage, experiment with adjusting KV settings. Lower KV settings may improve powder attraction in certain hard-to-reach areas, while higher KV settings may help in achieving a more uniform coating.
- Fine-Tune µA Settings: For issues with excessive powder build-up, reduce µA settings to control the deposition rate. Ensure that µA settings are balanced with KV settings for optimal powder application.
- Check Equipment Functionality: Spray gun equipment can wear down over time. One critical component affecting your spray gun's performance is the electrode. Eventually, electrodes can wear down to the point where the spray gun's charge cannot be effectively delivered to the powder. Check how long you've been using the spray nozzle to gauge its usage and consult the manufacturer for guidance on when to replace it with a new one.
- Consult Manufacturer Guidelines: Refer to the manufacturer’s recommendations for both powder and equipment. They often provide specific troubleshooting tips and settings adjustments based on common issues experienced in powder coating applications.
By following these practical tips and understanding how to effectively use KV and µA settings, you can optimize your powder coating process, achieve high-quality results, and ensure consistent performance across various applications.
Encouragement to Experiment
- Experiment with Settings: Don’t hesitate to experiment with different KV and µA settings to find the optimal combination for your specific powder coating needs. Conduct test runs and adjust settings based on the results to achieve the best coating performance. Experimentation is key to understanding how different settings affect the final outcome and ensuring that you achieve the desired results.
- Consult Manufacturer Guidelines and Seek Expert Advice: Always refer to the manufacturer’s recommendations for both powders and equipment. Manufacturer guidelines provide valuable insights and specifications for optimal KV and µA settings. Additionally, seeking advice from industry experts can provide further guidance and help address any specific challenges you may encounter. Expert advice can be invaluable in refining your powder coating process and improving overall performance.